版权所有:东莞市荣源自动化科技有限公司。联系人:黄先生;手机:135-5477-1268; 电话:0769-81128725;传真:0769-81128723
QQ:1283284513;E-mail:ry1268@139.com。地址:广东省东莞市寮步镇石龙坑工业区西门街10号。技术支持:国商网络
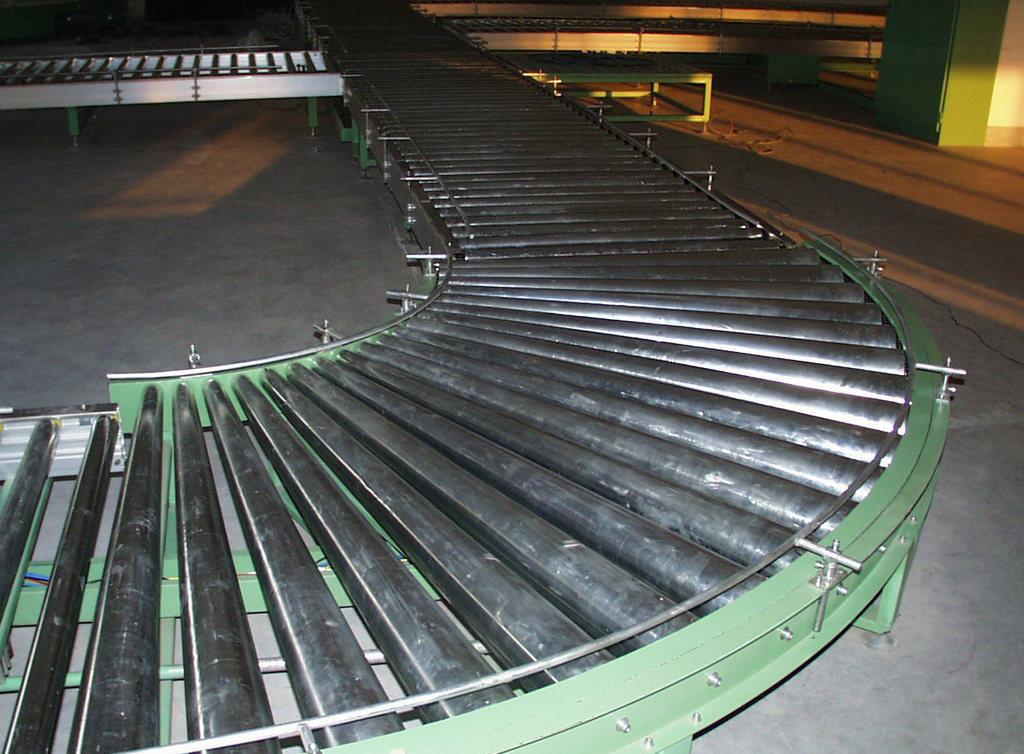
热门搜索:装配流水线、滚筒流水线、输送流水线、组装流水线、包装流水线、皮带流水线。
本站相关网页素材及相关资源均来源互联网,如有侵权请速告知,我们将会在24小时内删除.